
1.6523 (20NiCrMo2) aus Lagervorrat auf Ihr Wunschmaß gesägt!

Der Einsatzstahl 1.6523 wird für viele Teile im Maschinenbau verwendet, die einsatzgehärtet werden.
Dabei wird – wie auch bei anderen Einsatzstählen (Bsp.: 1.6587) - Wert gelegt auf eine harte Oberfläche und einen zähen Kern, was wiederum zu guten Verschleißeigenschaften führt.
Die Werkstoffe 1.6523 und 1.6526 sind von ihren technischen Eigenschaften gesehen identisch und unterscheiden sich nur über den genau festgelegten Schwefelgehalt, welcher die zerspanende Bearbeitung erleichtert.
1.6523 ist unter der Klassifikation AISI 8620 eingeordnet.
Anwendungsbereiche
Dieser Werkstoff wird in einer Vielzahl von Industriebereichen für Bauteile mit leichter bis mittlerer Beanspruchung verwendet, welche eine hohe Oberflächenverschleißfestigkeit bei guter Kernfestigkeit und Schlagzähigkeit erfordern.
Einsatzgebiete
Am häufigsten wird 1.6523 für Nockenwellen, Zahnstangen und Führungsstifte verwendet. Des Weiteren fertigt man aus ihm Hülsen, Lager und Buchsen.
| Schweißeignung | gut schweißbar |
| Spanbarkeit | gut |
| Zähigkeit | sehr gut |
| Korrosionsbeständigkeit | gering |
| Verschleißbeständigkeit | gut (im gehärteten Zustand) |
Warmumformung: Die Warmumformung, z.B. Schmieden, sollte zwischen 1100°C - 850°C durchgeführt werden. Dieser Werkstoff wird danach an der Luft abgekühlt.
Wärmebehandlung
Normalglühen: Bei einer Temperatur von ca. 910°C kann ein Normalglühen durchgeführt werden. Danach erfolgt eine Luftabkühlung. Dieses Verfahren ist eine weitere Möglichkeit die Bearbeitbarkeit zu verbessern. Das Normalglühen kann auch vor dem Einsatzhärten durchgeführt werden.
Weichglühen: Der Werkstoff 1.6523 wird bei Temperaturen von 650°C - 700°C weichgeglüht. Anschließend erfolgt eine langsame Abkühlung im Ofen.
Vergüten: Das Vergüten erfolgt bei 840°C - 870°C. Je nach Querschnitt wird dann in Öl oder an der Luft abgeschreckt.
Anlassen: Zum Anlassen sind Temperaturen von 200°C - 700°C erforderlich, um die Zähigkeit bei minimaler Auswirkung auf die Härte zu verbessern.
Verarbeitung:
| Nitrieren | ist möglich |
| Spangebende Verarbeitung | ist möglich |
| Flammhärten | ist nicht möglich |
| Induktionshärten | ist nicht möglich |
Physikalische Eigenschaften:
| Dichte in kg/dm3 | 7,75 |
| Elektrischer Widerstand bei 20°C in (Ω mm2)/m | 0,12 |
| Elastizitätsmodul (103 MPa) | 210 |
| Wärmeleitfähigkeit bei 20°C in W/(m K) | 46 |
| Spezifische Wärmekapazität bei 20°C in J/(kg K) | 430 |
Mechanische Eigenschaften:
Weichgeglüht: Härte nach Brinell: < 212 HB
| 1.6523 20NiCrMo2 | C | Si | Mn | P | S | Cr | Mo | Ni |
|---|---|---|---|---|---|---|---|---|
| min. | 0,17 | 0,65 | 0,35 | 0,15 | 0,40 | |||
| max. | 0,23 | 0,40 | 0,95 | 0,025 | 0,035 | 0,70 | 0,25 | 0,70 |
Flachstahl, geschmiedet, weichgeglüht

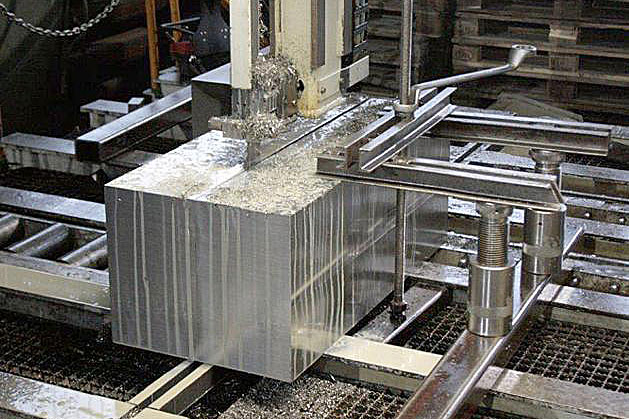
Im Gegensatz zum Brennschneiden gibt die mechanische Bearbeitung des Materials mit der Bandsäge für das vorhandene Gefüge, eine deutlich geringere unbeabsichtigte Verformung und Materialaufhärtung.
Somit verfügt das über die Säge bearbeitete Werkstück bereits an der Kante über ein homogenes Gefüge, das sich in der Fortsetzung des Materials nicht ändert. Dieser Umstand ermöglicht das sofortige Endbearbeiten des Werkstücks mit Fräsen oder Bohren, ohne vorher nochmals ein Weichglühen oder ähnlichen Arbeitsschritt vornehmen zu müssen.
Erhalten Sie jetzt ein unverbindliches Angebot!
Gern beantworten wir Ihre Fragen und erstellen Ihnen ein Angebot zu diesem und weiteren Werkstoffen. Kontaktieren Sie uns jetzt für weitere Informationen.

Ihre Ansprechpartnerin Yoseli Gättner+49 (0) 35263-665-19gaettner@stahlportal.com
Hinweis: Die in diesem Datenblatt enthaltenen Angaben dienen der Beschreibung, eine Haftung ist ausgeschlossen!